Technical articles
Titanate Coupling Agents: Structural Features, Classification, Typical Applications, and Differences from Silane Coupling Agents
Titanate Coupling Agents: Structural Features, Classification, Typical Applications, and Differences from Silane Coupling Agents
1. What Are Titanate Coupling Agents
Titanate coupling agents are a class of organometallic surface modifiers centered on titanium. They are mainly used to improve the compatibility between inorganic powders, pigments, and fillers and organic systems such as resins, rubber, coatings, and oils. Their molecular structures contain both groups that can interact with inorganic surfaces and groups that are compatible with organic phases, enabling them to form an interfacial bridge between inorganic materials and organic matrices.
In plastics, rubber, coatings, inks, adhesives, color pastes, thermally conductive and electrically conductive materials, and flame-retardant filled materials, titanate coupling agents are commonly used to increase filler loading, improve pigment and filler dispersion, reduce system viscosity, improve processing flowability, and enhance the mechanical properties of composites. Titanate coupling agents can act on inorganic fillers such as calcium carbonate, barium sulfate, talc, silica, and metal oxides, and can also be used with carbon-based functional powders such as graphite and carbon black, as well as in organic matrix systems including polypropylene, polyethylene, polyvinyl chloride, polyester, acrylonitrile-butadiene-styrene copolymers, and rubber.
2. Structural Features, Structural Composition, and Reaction Characteristics of Titanate Coupling Agents
The typical structure of a titanate coupling agent can be summarized as being composed of an “inorganic surface-interaction end, titanium center, organic-phase compatibility end, and functional groups.” The inorganic surface-interaction end determines whether it can interact with the powder surface; the organic-phase compatibility end determines its compatibility with resins, rubber, oils, or solvents; and the functional groups determine water resistance, reactivity, polarity, and special application effects. Titanate coupling agents can form a near-monomolecular layer or an ultrathin organic modification layer on the filler surface. The long-chain moieties help promote polymer entanglement and reduce system viscosity, while groups such as phosphoryl, pyrophosphoryl, amino, and hydroxyl further affect dispersion, crosslinking, adhesion, and rheological behavior.
Structural Part | Structural Composition | Reaction Characteristics | Corresponding Effects |
Titanium center | Organotitanium structure formed by tetravalent titanium and oxygen-containing ligands | Acts as the molecular linking core and participates in surface coordination, transesterification, proton reactions, or interfacial adsorption | Establishes an interfacial bridge between inorganic powder and organic matrix |
Inorganic surface-interaction end | Isopropoxy groups, some alkoxy groups, etc. | Interacts with hydroxyl groups, adsorbed water, free protons, or polar sites on the powder surface | Changes powder surface polarity and improves organophilicity and dispersibility |
Organic-phase compatibility end | Long-chain fatty acyloxy groups, alkyl groups, aryl groups, etc. | Compatible with resins, rubber, oils, and solvents, or promotes chain entanglement | Reduces system viscosity, increases filler loading, and improves flexibility and processing flowability |
Functional linking groups | Carboxylates, phosphates, pyrophosphates, phosphites, sulfonyloxy groups, etc. | Determine product polarity, water resistance, flame-retardant synergism, adhesion, and anti-settling ability | Affect the applicable powders, compatible resins, and formulation stability |
Reactive organic groups | Unsaturated bonds, amino groups, hydroxyl groups, etc. | Can participate in resin curing, crosslinking, or bonding reactions | Improve interfacial strength in adhesives, coatings, and composites |
Spatial structure | Monoalkoxy type, phosphate type, chelate type, coordination type, etc. | Determines hydrolysis sensitivity, tendency toward side reactions, and application method | Determines whether the product is suitable for dry powders, high-moisture powders, waterborne systems, or polar resin systems |
The performance of titanate coupling agents is directly related to powder moisture content, powder specific surface area, resin polarity, addition sequence, and processing temperature. Monoalkoxy types are usually more sensitive to free water, whereas chelate and coordination types have better hydrolytic stability and are suitable for more complex or higher-moisture systems.
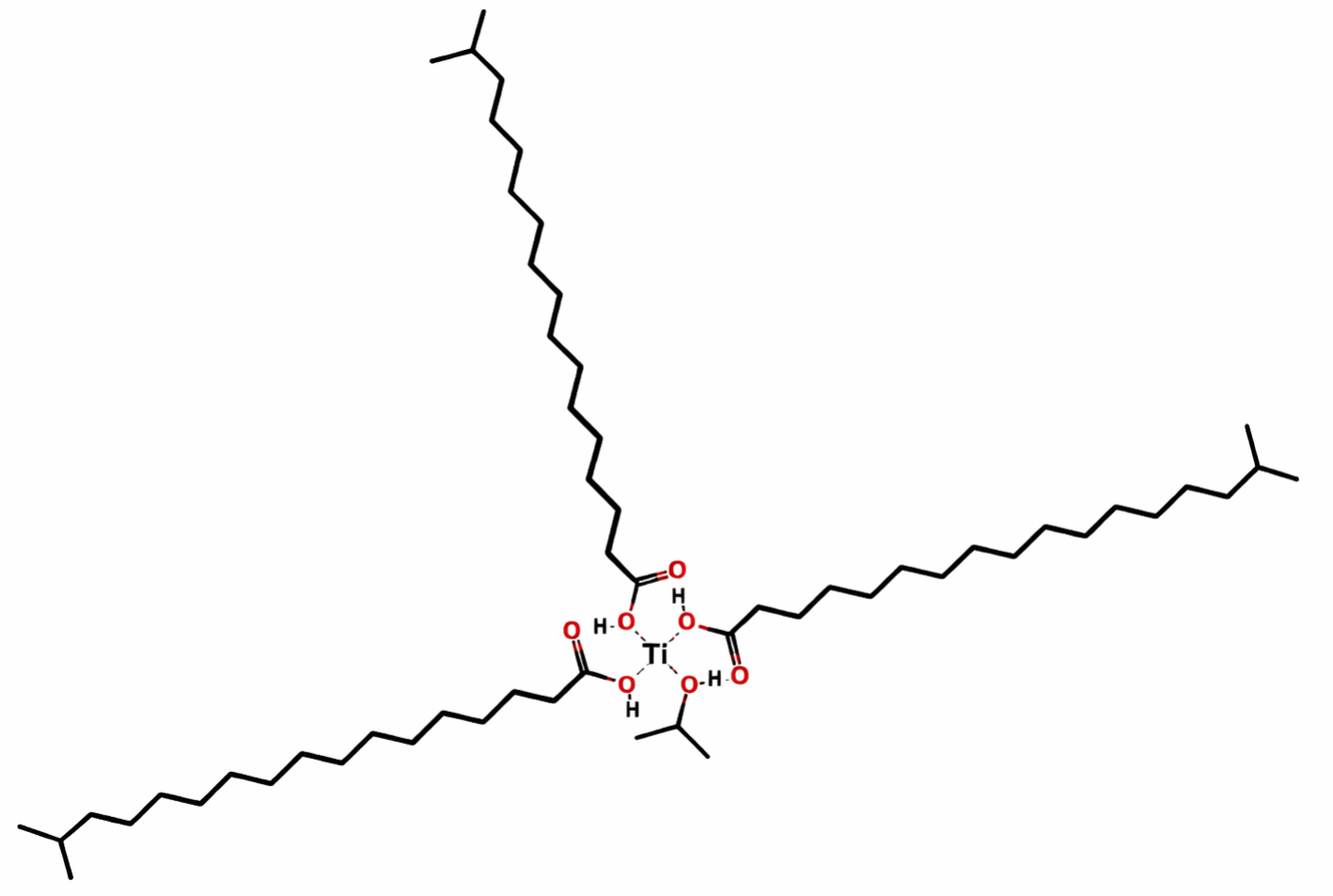
Taking isopropyl triisostearoyl titanate (CAS 61417-49-0), a typical monoalkoxy fatty-acid titanate, as an example, the basic structure of titanate coupling agents can be seen more intuitively. The molecule is centered on a titanium atom bonded to one isopropoxy group and three isostearoyl groups. The isopropoxy group represents the source of reactivity for interaction with inorganic powder surfaces, while the three isostearoyl groups provide compatibility with organic phases such as oils and resins. This structure makes it easier to understand why titanate coupling agents can both treat inorganic surfaces and improve the wetting, dispersion, and interfacial bonding of powders in organic systems.
3. How Titanate Coupling Agents Are Classified
By chemical structure, titanate coupling agents are commonly classified into four categories: monoalkoxy fatty-acid type, phosphate type, chelate type, and coordination type. Pyrophosphate types are discussed separately in some references and are also often grouped under phosphate types. Proper product classification helps formulators select suitable products according to powder moisture content, resin type, processing method, and stability requirements.
Classification | Structural Features | Applicable Systems | Main Characteristics | Representative Products |
Monoalkoxy fatty-acid type | Contains one alkoxy group and long-chain fatty acyloxy groups | Dry powders, systems without free water, polyethylene, polypropylene, rubber, solvent-based coatings | High reactivity, pronounced hydrophobic modification, strong viscosity reduction, and marked ability to increase filler loading | TCA-KTTS, 130, 105 |
Phosphate or pyrophosphate type | Contains phosphate or pyrophosphate functional groups | Fillers with moderate moisture content, pigments, talc, china clay, polyvinyl chloride, nylon, coatings | Better water resistance than ordinary monoalkoxy types, while also providing dispersion, anti-settling performance, adhesion, and flame-retardant synergism | 201, NDZ-201, KR-38S, etc. |
Chelate type | Titanium center stabilized by a chelate structure | High-moisture fillers, waterborne or water-containing polymer systems, wet-process silica, carbon black, water-treated glass fiber | Good hydrolytic stability and suitable for moist powders and complex systems | 311, KR-238S, etc. |
Coordination type | Stability improved through a coordination structure | Polar systems such as epoxy resins, polyesters, polyurethanes, and polyvinyl chloride | Fewer side reactions and suitable for resin and additive systems sensitive to transesterification | 401, NDZ-401, etc. |
4. Typical Uses of Titanate Coupling Agents, Problems They Solve, and Their Mechanisms of Action
The main applications of titanate coupling agents are concentrated in systems with high filler loading, high pigment content, poor dispersibility, and poor interfacial compatibility. By modifying the powder surface, they reduce interparticle forces and improve the wetting, dispersion, and bonding between inorganic powders and organic matrices.
Application Area | Problems Solved | Mechanism of Action | Typical Effects |
Plastic filling and modification | When fillers such as calcium carbonate, talc, and kaolin are used at high loadings, melt viscosity rises, dispersion deteriorates, and products become brittle | Forms an organophilic modification layer on the powder surface, reducing interparticle friction and interfacial tension | Increases filler loading, reduces resin consumption, and improves flowability, impact strength, elongation at break, and surface smoothness |
Rubber filling and reinforcement | Poor compatibility between filler and rubber affects tear strength, tensile strength, and elongation | Enhances interfacial interaction between filler and rubber and reduces filler agglomeration | Improves tear strength, tensile strength, elongation, and processing dispersion |
Solvent-based coatings and inks | Pigments are difficult to wet, grinding time is long, settling occurs easily, and system viscosity is high | Improves pigment wetting and dispersion in resins and solvents and lowers pigment surface energy | Reduces viscosity and settling while improving leveling, adhesion, and coating appearance |
Adhesives and sealants | Weak interfacial bonding between substrates such as metals, stone, plastics, and resins | Forms an interfacial bridge between inorganic or polar substrates and the organic adhesive layer | Improves application properties, bonding strength, and water resistance |
Color pastes and pigment concentrates | Pigments are difficult to disperse; high pigment loading leads to higher viscosity, reflocculation, and settling | Improves compatibility between the pigment surface and resins, oils, or solvents | Improves dispersion uniformity, reduces grinding difficulty, and enhances storage stability |
Thermally conductive and electrically conductive pastes | High-specific-surface-area powders such as thermally conductive powders, metal powders, and carbon black agglomerate easily and are difficult to formulate at high loading | Modifies powder surfaces, reduces interparticle forces, and increases the achievable loading level in the organic phase | Increases loading, reduces viscosity, and improves processability and functional filler distribution |
Flame-retardant filled materials | High loadings of flame-retardant fillers such as aluminum hydroxide and magnesium hydroxide adversely affect processing and mechanical properties | Improves compatibility between flame-retardant fillers and resins and reduces internal friction in highly filled systems | Increases flame-retardant filler loading and mitigates the loss of mechanical properties |
Wood-plastic and mineral-filled materials | Large polarity differences between wood flour or mineral powders and plastics lead to weak interfacial bonding | Improves the interfacial interaction between polar fillers and nonpolar or weakly polar resins | Improves strength, water resistance, dimensional stability, and processing flowability |
Magnetic materials and functional composites | Magnetic powders, metal powders, carbon black, and similar materials are difficult to disperse uniformly in resins | Improves interfacial compatibility and dispersion stability between functional powders and resins | Improves flowability, toughness, moisture resistance, and functional stability |
5. Differences Between Titanate Coupling Agents and Silane Coupling Agents
Both titanate coupling agents and silane coupling agents can be used for interfacial modification between inorganic and organic materials, but they differ in central element, reaction mechanism, applicable fillers, and processing conditions. Silane coupling agents usually generate silanols through hydrolyzable groups and then condense with hydroxyl groups on inorganic surfaces, whereas titanate coupling agents can react with hydroxyl groups and free protons on filler surfaces and form an organic monomolecular layer on inorganic surfaces.
Comparison Dimension | Titanate Coupling Agents | Silane Coupling Agents |
Central element | Titanium | Silicon |
Typical structure | Contains Ti–O bonds, alkoxy groups, fatty acyloxy groups, phosphate groups, chelating groups, or coordination groups | Contains organic functional groups and hydrolyzable silane groups |
Main reaction mechanism | Interacts with hydroxyl groups, free protons, or polar sites on inorganic powder surfaces to form an organic modification layer | Hydrolyzable groups generate silanols, which condense with hydroxyl groups on inorganic surfaces to form siloxane bonds |
Water requirements | Monoalkoxy types usually need to avoid free water; chelate and coordination types are more suitable for moist systems | Most silanes require controlled hydrolysis; excessive water can lead to self-condensation or reduced stability |
Typical applicable fillers | Calcium carbonate, talc, barium sulfate, carbon black, metal oxides, flame-retardant fillers, magnetic powders, etc. | Glass fiber, silica, silicates, ceramics, and some metal oxides with hydroxylated surfaces |
Suitability for calcium carbonate systems | Commonly used in non-siliceous fillers such as calcium carbonate to reduce viscosity, increase filler loading, and improve dispersion | Calcium carbonate, marble, and similar substrates have limited ability to form stable bonds with silanes |
Typical effects | Reduces viscosity, increases filler loading, and improves dispersion, hydrophobicity, impact strength, and elongation | Improves bonding strength, water resistance, and mechanical properties between materials such as glass fiber or silica and resins |
Typical applications | Plastic-filled masterbatches, rubber, coatings, inks, adhesives, thermally conductive and electrically conductive pastes, flame-retardant fillers | Glass-fiber-reinforced materials, sealants, adhesives, coatings, and silica-reinforced systems |
Selection focus | Powder moisture content, powder specific surface area, resin polarity, and whether viscosity reduction and high filler loading are required | Density of hydroxyl groups on the inorganic surface, silane hydrolysis conditions, and reactivity between the organic functional group and the resin |
Substitution relationship | Can replace or complement silanes in some non-siliceous filler systems and highly filled systems | More established in glass, silica, silicate, and related systems |
6. Precautions for the Use of Titanate Coupling Agents
6.1 Select According to Powder Moisture Content
For dry powders and systems without free water, monoalkoxy fatty-acid types can be prioritized. For moist fillers, waterborne systems, and water-containing polymer systems, phosphate types, pyrophosphate types, chelate types, or coordination types can be prioritized. Free water can cause hydrolysis of some titanates and reduce the effectiveness of powder surface treatment.
6.2 Determine Dosage According to Powder Specific Surface Area and Experimental Results
Titanate coupling agents are usually dosed based on the mass of inorganic filler. The general reference range is typically 0.2% to 2.0% of the filler mass, and powders with larger specific surface areas usually require higher dosage levels. The final dosage should be determined based on viscosity, settling, particle size distribution, mechanical properties, color strength, surface finish, and storage stability.
6.3 Give Priority to Powder Pretreatment
Powder pretreatment is more likely to provide stable results than direct addition into the overall formulation. Liquid titanates can be diluted with solvents permitted in the system, mineral oil, white oil, or process oil and then sprayed onto the powder; solid titanates can be premixed with fillers, resins, and other dry components. During pretreatment, the powder should be fully dispersed so that the coupling agent can cover the powder surface as uniformly as possible.
6.4 Control the Addition Sequence
Ester plasticizers, polyester resins, and some strongly polar additives may undergo transesterification with non-coordination titanates. When inorganic powder treatment is required, the titanate should first be allowed to contact the powder thoroughly, and only then should plasticizers, strongly polar additives, or surfactants that may compete in the reaction be added.
6.5 Control Temperature and Shear
Moderate heating helps dehydrate the powder and promotes spreading of the coupling agent. During high-speed mixing, internal mixing, extrusion, or grinding, localized overheating should be avoided. Excessively high local temperatures may lead to darkening, increased side reactions, resin degradation, or deterioration of powder properties.
6.6 Store in a Moisture-Proof, Light-Protected, and Sealed Manner
Titanate coupling agents should be stored sealed in a cool, dry, and well-ventilated place. Monoalkoxy products in particular should be protected from moisture entering the package. After opening, they should be used as soon as possible, because prolonged exposure to air, moisture, or high temperature increases the risk of hydrolysis, discoloration, and performance fluctuation.
7. Selection Guidelines
Selection of titanate coupling agents should take into account powder type, moisture content, specific surface area, resin polarity, processing temperature, and target performance. In dry calcium carbonate, talc, kaolin, and similar systems, the main focus is viscosity reduction, filler loading, and dispersion. In moist powders and waterborne systems, hydrolytic stability is the main concern. In adhesives and coating systems, the focus is adhesion, water resistance, and control of side reactions. In thermally conductive, electrically conductive, flame-retardant, and magnetic composite systems, the focus is viscosity under high filler loading, dispersion stability, and uniform distribution of functional powders.
8. Classification, Features, and Applications of Representative Related Chemicals in Titanate Coupling Agent Application and Selection
Classification | CAS No. | Aladdin Cat. No. | Name | Specification or Purity | Product Features and Applications |
Methacryloxy silane control | 2530-85-0 | 3-(Trimethoxysilyl)propyl methacrylate | ≥97%, contains 100 ppm BHT stabilizer | Commonly used for interfacial treatment between glass fiber or inorganic fillers and acrylic resins or unsaturated polyester resins. It can also serve as a silane control for comparing dispersion, adhesion, and water-resistance retention between titanates and silanes in unsaturated resin systems. | |
Amino silane control | 919-30-2 | (3-Aminopropyl)triethoxysilane | ≥99% | Commonly used for interfacial treatment between glass fiber or mineral fillers and epoxy, phenolic, and polyamide systems. It can serve as a polar silane control for comparing differences between titanates and amino silanes in reinforcement, adhesion, and post-humidity/heat performance. | |
Epoxy silane control | 2530-83-8 | 3-Glycidyloxypropyltrimethoxysilane | ≥97% | Commonly used for the surface treatment of epoxy resins, adhesives, coatings, and mineral fillers, and can be used to compare titanates and epoxy silanes in adhesion, interfacial bonding, and coating performance. | |
Vinyl silane control | 78-08-0 | Triethoxyvinylsilane | ≥97% | Commonly used in polyethylene crosslinking, wire and cable insulation, and polyolefin-filled systems. It can serve as a vinyl silane control to examine differences between titanates and vinyl silanes in grafting, interfacial bonding, and mechanical properties in polyolefin systems. | |
Vinyl silane control | 2768-02-7 | Vinyltrimethoxysilane | ≥98% (GC) | Commonly used in glass fiber, inorganic filler, and polyolefin graft-crosslinking systems. It can serve as a vinyl silane control for examining surface treatment, crosslinking efficiency, and processing stability. | |
Polysulfide silane control | 40372-72-3 | Bis[3-(triethoxysilyl)propyl] tetrasulfide (TESPTS) | ≥90% | Commonly used in silica-reinforced rubber and sulfur-curing systems. It can serve as a sulfur-containing silane control to compare titanates and polysulfide silanes in reinforcement, dynamic properties, and interfacial bonding. | |
Polyethylene matrix control | 9002-88-4 | Polyethylene (PE) | Medium density, melt index 3.5 g/10 min (190°C/2.16 kg) | Can be used as a polyolefin matrix to evaluate changes in dispersion, melt flow, and mechanical properties after titanate treatment of fillers such as calcium carbonate, talc, and barium sulfate. | |
Polypropylene matrix control | 9003-07-0 | Ppolypropylene(melt flow rate) | Melt flow rate: 1.65 g/10 min | Can be used as a polypropylene matrix flowability reference material for evaluating high-filler-loading processing behavior and performance changes after titanate treatment of fillers such as talc, magnesium hydroxide, and aluminum hydroxide. | |
Polyvinyl chloride matrix control | 9002-86-2 | Poly(vinyl chloride)(PVC) | Low molecular weight | Can be used as a polar resin matrix for investigating plasticizing behavior, dispersion state, and mechanical properties after titanate treatment of fillers such as calcium carbonate, magnesium hydroxide, and aluminum hydroxide. | |
Engineering plastic matrix control | 9003-56-9 | ABS Resins | General-purpose grade | Can be used as an engineering plastic matrix for evaluating the effects of titanate treatment of mineral fillers or functional powders on impact properties, stiffness-toughness balance, and molded-part surface quality. | |
Silicate mineral filler | 1332-58-7 | K299133 | Kaolin | Filler grade, kaolinite content ≥80% | A layered silicate filler that can be used in polyolefins, rubber, and coating systems. After titanate treatment, its organophilicity, dispersibility, and filling-processability can be improved. |
Silicate mineral filler | 14807-96-6 | T109494 | Talc | 800 mesh | A plate-like mineral filler commonly used in polypropylene, polyethylene, rubber, and coatings. Titanate treatment can improve dispersion, reduce melt viscosity, and enhance dimensional stability and surface quality. |
Inorganic salt filler | 471-34-1 | Calcium carbonate | AR, ≥99% | A typical substrate for titanate coupling agents, commonly used in polyolefins, PVC, rubber, adhesives, and coatings. It can be used to study high filler loading, viscosity reduction, dispersion, and mechanical-property retention. | |
Inorganic salt filler | 7727-43-7 | Barium sulfate | AR | Commonly used in coatings, color pastes, plastics, and rubber filling. Titanate treatment can improve wetting and dispersion, settling stability, and high-filler-loading processability. | |
Inorganic hydroxide flame-retardant filler | 1309-42-8 | Magnesium hydroxide | Ultra-pure grade, ≥99% (KT) | A flame-retardant filler commonly used in polyolefins, cable compounds, and rubber. Titanate treatment can improve hydrophobicity, dispersibility, and high-filler-loading processing flowability. | |
Inorganic hydroxide flame-retardant filler | 21645-51-2 | A110530 | Aluminium hydroxide | ≥99.8%, high whiteness, 10 μm | A flame-retardant filler commonly used in cable compounds, rubber, polyolefins, and thermosetting resins. Titanate treatment can improve interfacial compatibility, processing flowability, and mechanical-property retention after filling. |
High-specific-surface-area silica filler | 7631-86-9 | Silica | ≥99.8% metals basis, powder, spec. surface area 175-225 m2/g (BET) | A high-specific-surface-area filler or reinforcing powder commonly used in rubber, coatings, resins, and composites. It can be used to compare titanates and silanes in dispersion, viscosity, and interfacial performance in high-specific-surface-area surface treatment. | |
Carbon-based functional filler | 1333-86-4 | Carbon, mesoporous | ≥99.95% metals basis, average pore diameter 100±10 Å (typical) | A high-specific-surface-area carbon material that can be used in conductive composites, adsorption materials, or functional filler systems. Titanate treatment can improve wetting, dispersion, and composite uniformity in resins. | |
Carbon-based functional filler | 7782-42-5 | G123641 | Graphite | ≥99.95% metals basis, 4000 mesh | A thermally conductive or electrically conductive carbon filler that can be used in thermally conductive plastics, conductive composites, and lubricating filler systems. Titanates can be used to improve its dispersion in polymers and its high-filler-loading processability. |
Note: The above are representative Aladdin products. For more product specifications, search by “product name/CAS/catalog number” on the Aladdin official website.
References
[1] Guo Yunliang, Zhang Surong, Li Liping. Types, characteristics, and applications of coupling agents. China Rubber Industry, 2003, 50(11): 692-696.
[2] Monte S J. Titanates and zirconates in thermoplastic and elastomer compounds. Rubber World, 2012, 247(1).
[3] Sharafi Zamir S, Fathi B. Organo-titanates and zirconates coupling agents in polymer composites: A review. Journal of Elastomers & Plastics, 2025, 57(6): 1072-1106.
[4] Nanjing Capatue Chemical Co., Ltd. Product description for monoalkoxy titanate TCA-KTTS. Nanjing Capatue Chemical Co., Ltd.
[5] Nanjing Capatue Chemical Co., Ltd. Product description for TCA-KTTT, titanium tri(stearate) propoxide, CAS 68443-53-8. Nanjing Capatue Chemical Co., Ltd.
[6] Hangzhou Jessica Chemicals Co., Ltd. Isopropyl Trioleyl Titanate CAS NO 136144-62-2 Product Introduction. Hangzhou Jessica Chemicals Co., Ltd.
[7] ChemicalBook. Isopropyl tri(dioctylpyrophosphate) titanate, CAS 67691-13-8. ChemicalBook.
[8] ChemicalBook. Di(dioctylpyrophosphato) ethylene titanate, CAS 65467-75-6. ChemicalBook.
[9] Hangzhou Jessica Chemicals Co., Ltd. Titanate Coupling Agent HY-401 / NDZ-401 Product Introduction. Hangzhou Jessica Chemicals Co., Ltd.
[10] Arkles B, Maddox A, Singh M, Zazyczny J, Matisons J. Silane Coupling Agents: Connecting Across Boundaries, 3rd ed. Gelest, 2014.
[11] Gelest, Inc. How does a Silane Coupling Agent Work? Gelest, Inc.
[12] Gelest, Inc. Difficult Substrates. Gelest, Inc.
For more related articles, please see below: